Surface Condenser Condensate Level Control |
|
|
Greetings!
Surface condenser condensate level control is a critical function of operating a steam turbine and condenser. Maintaining optimal condensate level ensures good surface condenser performance, proper net positive suction head in the condensate pump's inlet, and overall turbine operational safety. In this article, we delve into the principles, methods, and best practices for effectively controlling condensate level in surface condensers.
|
|
Understanding Surface Condensers and Condensate Pumps |
|
Surface condensers are an integral part of the Rankine Power Cycle. Steam turbines are driven by the difference in pressure from high pressure steam to vacuum, which is created from condensing the steam back into water, or condensate, in the surface condenser. When the steam condenses, it collects in the hot well of the condenser and is removed via the condensate pumps. The Heat Exchange Institute Standard for Steam Surface Condensers (HEI) specifies that the minimum hotwell capacity is the volume sufficient to contain all of the condensate produced in the condenser for a period of one minute under design loading conditions. Hotwell capacity can be designed larger, up to five minutes, to allow for greater boiler feedwater storage since condensate often does not need to be treated before reentering the deaerator tank on its way back to the boiler.
An important consideration for condensate pumps is the Net Positive Suction Head or NPSH. The condensate pump’s required NPSH is the pressure required to prevent cavitation from occurring in the pump. If the level of condensate and corresponding head pressure at the pump impeller falls too low, cavitation and damage may result. For condensate pumps, this pressure is maintained by controlling the level of the condensate in the hotwell. The control system will manipulate the condensate level in order to maintain the required condensate level and maintain the required NPSH.
Proper condensate level control is vital for several other reasons. Controlling condensate levels ensures that the tubed surface area available to the condenser remains in vapor space by preventing condensate from flooding up into the tube bundle. Not only is reduced surface area a concern with flooding, but damage to supporting equipment like the air removal system is possible. If the turbine and steam inlet is axial to the surface condenser, there is a risk that condensate could flood back into the turbine if condensate level is not controlled, which can cause a catastrophic failure.
|
|
Methods of Condensate Level Control
Several methods are employed to regulate condensate levels in surface condensers. The choice of method depends on factors such as system design, operating conditions, and regulatory requirements. Here are some common techniques:
|
|
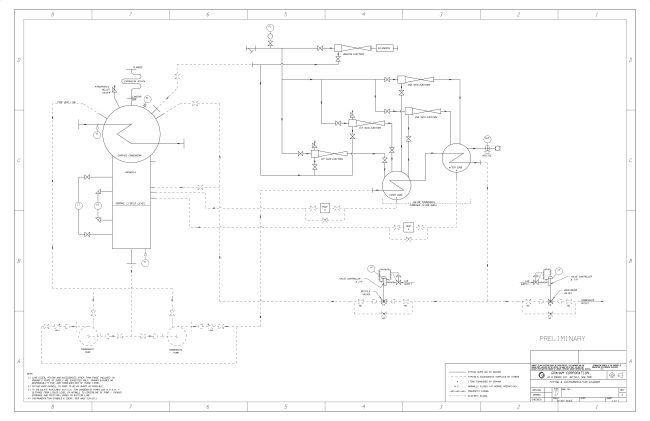
Displacement Type Level Sensors: This is the most common method. The displacer float sends a pneumatic or electronic signal to both the overboard & recycle control valves to maintain a constant level in the hotwell. The control valves receive the signal from the level sensor, which will direct the flow from the condensate pumps. The recycle valve sends condensate back to the condenser. Alternatively, the condensate can be piped to the boiler return via the over-board valve. This will effectively control the condensate level at varying loads while avoiding cycling the condensate pump on and off. See the P&ID diagram below for this example. The level setpoint and proportional control can all be adjusted on the level controller.
Electronic Level Sensors: Electronic sensors, such as pressure transmitters or ultrasonic sensors, are used to monitor condensate levels continuously. These sensors provide real-time data to PLC systems, which will manipulate the recycle and over-board control valves similarly to the technique above.
Float Switches: This method utilizes float-operated switches to energize the condensate pumps to begin reducing the level in the hotwell. The high and low level switches are normally arranged to control the pump and the high high and low low switches are used to initiate a trip event.
- High High Level
- High Level
- Low Level
- Low Low level
Visual Sight Glass: While the sight glass does not control level, it is a valuable tool to use for troubleshooting and verifying the level. It is highly recommended that visual sight glasses are used in conjunction with level indication for increased reliability.
|
|
P&ID of Surface Condenser Condensate System (Click image for PDF) |
|
Best Practices for Condensate Level Control:
- Regular Maintenance - Conduct routine inspections, cleaning, and calibration of level sensors, valves, and control systems to ensure proper functionality and accuracy.
- Monitoring and Data Analysis - Implement comprehensive monitoring systems to track condensate levels, flow rates, and other relevant parameters. Analyze data trends to identify potential issues from established baseline data.
- Redundancy and Backup Systems - Incorporate redundancy and backup mechanisms, such as dual sensors and parallel control loops, to minimize the risk of system failure and ensure uninterrupted operation. A back up condensate pump is also normally installed in case of a pump failure.
|
|
Conclusion:
Surface condenser condensate level control is a critical aspect of steam power plants and industrial processes, impacting thermal efficiency, equipment integrity, and system stability. By understanding the principles, methods, and best practices outlined in this article, engineers and operators can optimize condensate level control strategies, enhance performance, and prolong the lifespan of their systems.
|
|
|
Are you satisfied with your surface condenser condensate level control system?
|
|
|
|
VacAdemics
Operation of vacuum equipment can be challenging. Our goal is to help you find value from the information provided in Graham's series of Technical Articles. In addition, we offer hands-on training at our facility in Batavia, NY through our VacAdemics program.
Graham VacAdemics training classes are now in our 22nd year and feature two days of classroom training combined with hands-on operation of vacuum equipment. Steam ejectors, condensers and liquid ring vacuum pumps built in glass are used to demonstrate the inner workings of these machines and illustrate the concepts discussed in the classroom.
Troubleshooting operating units is part of the seminar, presenting real world situations as the class is tasked with solving common vacuum system issues.
Cost for the two-day course is $2,000 per person. Sept 17-18 is the only available session remaining for the year. To sign up for a class or for further information, please visit:
|
|
More content is available at Graham's YouTube Channel. If you are interested please don't hesitate to click on the YouTube link and subscribe. |
|
|
|
|
Graham Houston Office
333 N Sam Houston Pkwy E
Ste 850
Houston, TX 77060
|
Tyler Rusher 585-536-9818
Eric Johnson 585-815-9432
|
|
|
|
|
|
|